






Контроль
Контроль качества покрытий по ГОСТ 9.307.89 предусматривает использование различных методов оценки покрытий, обработанных с помощью горячего цинкования.
Разнообразие способов контроля качества покрытий
Изделия из стали и обычного чугуна подвергаются воздействию коррозии и разрушаются; не защищает и образующийся на поверхности изделий гидроксид железа. Поэтому необходимо как-то продлить срок службы деталей. Для этого придуман эффективный способ – горячее цинкование. И, как всякий технологический процесс, он нуждается в контроле.



По ГОСТ 9.307.89 контроль качества горячецинковых покрытий осуществляется с помощью следующих манипуляций
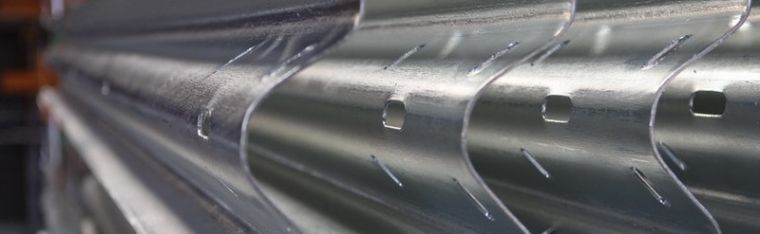
- Осмотр внешнего вида изделия (оно должно располагаться не далее четверти метра от глаз контролера) при нормальном освещении.
- Контроль толщины покрытия металлографическими микроскопами, магнитными толщиномерами, сравнением массы образца до и после нанесения покрытия.
- Контроль состава цинкового расплава, доля непосредственно цинка в котором должна быть не ниже 98%.
- Контроль прочности сцепления покрытий ударом поворотным молотком массой 0,2125 кг.
- Нанесение острым инструментом сетки из четырех-шести царапин на расстоянии 2-3 мм друг от друга. Если покрытие не отслаивается, то все в порядке.
- Крацевание щетками из латуни или стали (если в результате нет вздутия или отслаивания покрытия, то такое горячее цинкование считается прошедшим проверку).
- Нагрев образца до 190 °С с выдерживанием при такой температуре в течение 1 часа и последующее охлаждение (в результате процедуры появились вздутия или отслаивания – значит, покрытие не прошло проверку).
Вот такие в наше время существуют методы контроля качества покрытий.
Есть ли требования к металлическому основанию, на которое будет наноситься покрытие?
Существуют требования, которых следует неукоснительно придерживаться ради соблюдения точности технологического процесса и во избежание несчастных случаев.
- Изделие должно быть без закрытых полостей, карманов и воздушных мешков.
- При наличии сварного соединения внахлест его оцинковка недопустима.
- Не обрабатываются поверхности с порами и усадочными раковинами, а также с закатанной окалиной, заусенцами, шлаками от сварки и остатками формовочной массы, краской и смазкой, графитом и металлической стружкой.
Если предыдущие условия соблюдены, перед опусканием изделий в ванну с расплавом остается лишь:
- обезжирить поверхность, затем подвергнуть травлению и офлюсовать;
- скруглить острые кромки и углы, если их наличие не оговаривается особо в технических характеристиках.
По окончании процесса цинкования производится проверка для выявления недостатков цинкового покрытия. При их обнаружении все образцы проверяются повторно и если они вновь не проходят проверку. всю партию бракуют.